| 专利名称: | 应用于工件感应淬火中的淬火系统及方法 | ||
| 专利名称(英文): | Applied to the workpiece in the induction quenching of the quenching system and method | ||
| 专利号: | CN201610300401.8 | 申请时间: | 20160509 |
| 公开号: | CN105734228A | 公开时间: | 20160706 |
| 申请人: | 绵阳华晨瑞安汽车零部件有限公司 | ||
| 申请地址: | 621000 四川省绵阳市机场东路8号 | ||
| 发明人: | 瞿贵峰; 赵纯东 | ||
| 分类号: | C21D1/667; C21D1/42; C21D9/30 | 主分类号: | C21D1/667 |
| 代理机构: | 四川省成都市天策商标专利事务所 51213 | 代理人: | 秦华云 |
| 摘要: | 本发明公开了一种应用于工件感应淬火中的淬火系统及方法,包括滑动组件、淬火支架、接水箱、感应线圈加热装置、变压器、淬火液水箱、冷却水水箱和制冷工业空调,感应线圈加热装置与变压器电连接;滑动组件上设有淬火液喷淋管,淬火支架下方设有接水箱,在接水箱中设有潜水泵,冷却水水箱安装于淬火液水箱中,在冷却水水箱下方的淬火液冷却工作腔中安装有回流铜管。本发明通过感应线圈加热装置对工件实现感应淬火加热,滑动组件可以使得工件在感应加热和淬火冷却两个步骤位上进行滑动切换,使得操作更为便捷;并且能够同时对高温淬火液和高温冷却水进行冷却换热处理,共同一个制冷工业空调和一套冷却系统,所以设备结构紧凑,便于在生产线上安装。 | ||
| 摘要(英文): | The invention is disclosed which is applied to a workpiece in the induction quenching of the quenching system and method, comprises a sliding assembly, quenching bracket, the water tank, the heating device for the induction coil, transformer, quenching liquid water tank, cooling water of air conditioner and refrigeration industry, the induction coil is electrically connected with the heating device and the transformer; the sliding assembly on the spray pipe is provided with a quenching liquid, the quenching of the bracket is provided with a water tank, the water tank is provided with a submersible pump, the cooling water in the water tank water tank mounted on the quenching liquid, the quenching of the cooling water cooling the lower part of the working chamber there are backflow is mounted in a copper tube. This invention, through induction coil heating device for heating induction quenching to the work piece, sliding component can make the work piece in the induction heating and quenching and cooling two steps is sliding switching on, so that the operation is more convenient; and can at the same time owing to the high-temperature and high-temperature cooling water for cooling the heat exchange process, common a refrigerating industrial air-conditioning and a set of cooling system, therefore, compact structure of the device, which is installed on the production line. | ||








1.一种应用于工件感应淬火中的淬火系统,其特征在于:包括滑动组件(1)、 淬火支架(2)、引流管(29)、接水箱(3)、感应线圈加热装置(4)、变压 器(5)、淬火液水箱(12)、冷却水水箱(13)和制冷工业空调(15),所述 滑动组件(1)滑动安装于淬火支架(2)上,滑动组件(1)上端安装工件(10), 所述感应线圈加热装置(4)与变压器(5)电连接,感应线圈加热装置(4)对 应滑动组件(1)上的工件(10)设置;感应线圈加热装置(4)上设有对应工 件(10)进行喷洒淬火液的淬火液喷淋铜管(11),所述引流管(29)位于接 水箱(3)中,引流管(29)上端进液口与淬火液喷淋铜管(11)对应设置,引 流管(29)下端出液口与接水箱(3)箱内连通,在接水箱(3)中设有潜水泵 (6),在变压器(5)的下方安装有与变压器(5)电连接的变压器控制柜;所 述冷却水水箱(13)安装于淬火液水箱(12)中,冷却水水箱(13)的箱内内 腔通过冷却水隔板(133)分隔成热水区腔体(131)和冷却区腔体(132),淬 火液水箱(12)通过两个淬火液隔板(18)分隔成淬火液热水腔(121)、淬火 液冷却工作腔和淬火液冷水腔(122),淬火液热水腔(121)底部与淬火液冷 却工作腔底部具有淬火液流动通道,淬火液冷却工作腔底部与淬火液冷水腔 (122)底部具有淬火液流动通道,淬火液冷却工作腔位于冷却水水箱(13)正 下方,淬火液水箱(12)箱壁上设有与淬火液热水腔(121)相连通的淬火液进 管(14),所述潜水泵(6)通过管道与淬火液进管(14)相连通,淬火液水箱 (12)箱壁上还设有与淬火液冷水腔(122)相连通的淬火液出管(21);所述 冷却水水箱(13)顶部箱壁上设有与热水区腔体(131)相连通的冷却水进管(16), 所述制冷工业空调(15)与热水区腔体(131)之间密闭连通有进水管(151), 制冷工业空调(15)与冷却区腔体(132)之间密闭连通有出水管(152),在 冷却水水箱(13)下方的淬火液冷却工作腔中安装有回流铜管(17),回流铜 管(17)的进水端与冷却区腔体(132)底部密闭连通,回流铜管(17)的出水 端与热水区腔体(131)底部密闭连通,回流铜管(17)中流动的低温冷却水用 于对淬火液冷却工作腔中的高温淬火液进行冷却降温,淬火液出管(21)上安 装有水泵A(22),淬火液出管(21)与所述淬火液喷淋铜管(11)通过管道密 闭连通;所述冷却水水箱(13)箱壁上设有与冷却区腔体(132)相连通的冷却 水出管(19),冷却水出管(19)上安装有水泵B(20),所述冷却水出管(19) 对应布置于变压器(5,23)或/和变压器控制柜(24)的发热部件周围,冷却 水出管(19)通过管道与冷却水进管(16)密闭连通。
2.按照权利要求1所述的应用于工件感应淬火中的淬火系统,其特征在于: 还包括气动压头机构(25)和定位块气缸(27),所述滑动组件(1)上对应工 件(10)设有V型支撑块(26),所述工件(10)配合放置于滑动组件(1)的 V型支撑块(26)上;所述气动压头机构(25)安装于滑动组件(1)上,气动 压头机构(25)用于紧密压住工件(10)以使得工件(10)固定于滑动组件(1) 上的V型支撑块(26)中;所述定位块气缸(27)对应滑动组件(1)设置,定 位块气缸(27)的伸缩杆上连接有用于定位工件(10)的定位块(28)。
3.按照权利要求1或2所述的应用于工件感应淬火中的淬火系统,其特征 在于:所述感应线圈加热装置(4)包括感应线圈(41),感应线圈(41)内部 具有中空结构,中空结构中设有冷却水管,该冷却水管的进水管口与冷却水出 管(19)相连通,冷却水管的出水管口与冷却水进管(16)相连通;在感应线 圈加热装置(4)上对应设有红外感应装置(30)。
4.按照权利要求1所述的应用于工件感应淬火中的淬火系统,其特征在于: 还包括过滤水箱(31),所述潜水泵(6)位于过滤水箱(31)中,过滤水箱(31) 与接水箱(3)相连通,所述滤水箱(31)位于接水箱(3)中或者位于接水箱 (3)底部。
5.按照权利要求1所述的应用于工件感应淬火中的淬火系统,其特征在于: 所述回流铜管(17)的进水端、出水端均分别设有水泵。
6.按照权利要求1或5所述的应用于工件感应淬火中的淬火系统,其特征 在于:所述回流铜管(17)在淬火液冷却工作腔中呈螺旋状布置。
7.按照权利要求1所述的应用于工件感应淬火中的淬火系统,其特征在于: 所述进水管(151)上设有水泵,所述出水管(152)上设有水泵,所述冷却水 进管(16)上设有水泵。
8.按照权利要求1所述的应用于工件感应淬火中的淬火系统,其特征在于: 还包括机床护罩(9)、电器、变压器前隔板(51)、变压器后隔板(52)、电 器安装板(7)和变压器控制柜支架(8),所述接水箱(3)、气动压头机构(25)、 定位块气缸(27)、引流管(29)、红外感应装置(30)、电器、感应线圈加 热装置(4)、变压器(5)、变压器前隔板(51)、变压器后隔板(52)、电 器安装板(7)和变压器控制柜支架(8)均安装位于机床护罩(9)内,变压器 (5)的前半部安装有变压器前隔板(51),变压器(5)的后半部安装有变压 器后隔板(52),所述变压器控制柜安装于变压器控制柜支架(8)上,所述电 器安装于电器安装板(7)上,电器分别与变压器(5)、变压器控制柜电连接。
9.一种应用于工件感应淬火中的淬火方法,其特征在于:其步骤如下: A、将工件(10)安装于滑动组件(1)的V型支撑块上,工件(10)的尾 槽卡进定位块(28)内,此时工件(10)处于轴向和周向定位状态; B、将工件(10)运送到感应线圈加热装置(4)附近并使得工件(10)与 感应线圈加热装置(4)保持电磁感应距离,感应线圈加热装置(4)在变压器 (5)的电力输送下通过感应线圈通电产生电磁感应磁场对工件(10)进行加热; 工件(10)加热完成后,通过滑动组件(1)将工件(10)滑动至淬火工位处, 并经过淬火液喷淋铜管(11)对工件(10)进行均匀喷洒淬火液,让工件(10) 淬火; 在步骤B中淬火液喷淋铜管(11)喷洒的淬火液对工件(10)淬火的热交 换形成高温淬火液,高温淬火液经过引流管(29)流到接水箱(3)中,经过过 滤水箱(31)过滤后通过潜水泵(6)抽到淬火液热水腔(121)中,高温淬火 液从淬火液热水腔(121)底部缓慢地流入到淬火液冷却工作腔中,经过淬火液 冷却工作腔中的回流铜管(17)冷却成低温淬火液,低温淬火液从淬火液冷却 工作腔底部缓慢流入到淬火液冷水腔(122)中,然后通过淬火液出管(21)输 送到淬火液喷淋铜管(11)中并为淬火液喷淋铜管(11)提供源源不断的低温、 冷却淬火液; 布置于变压器(5,23)或/和变压器控制柜(24)的发热部件周围的冷却 水出管(19)在对变压器(5,23)或/和变压器控制柜(24)的发热部件进行 冷却降温后,冷却水出管(19)中的冷却水就变成了高温冷却水,高温冷却水 通过冷却水进管(16)进入到热水区腔体(131)中,然后再经过进水管(15) 进入到制冷工业空调(15)中,高温冷却水在制冷工业空调(15)中进行冷却 降温后变成低温冷却水,低温冷却水通过出水管(152)输送到冷却区腔体(132) 中,然后通过冷却水出管(19)持续为变压器(5,23)或/和变压器控制柜(24) 的发热部件冷却降温;位于冷却区腔体(132)中低温冷却水还有一部分通过 回流铜管(17)回流到热水区腔体(131)中并与热水区腔体(131)中的高温 冷却水混合,低温冷却水在流入到回流铜管(17)后会对淬火液冷却工作腔中 的淬火液进行冷却降温处理。
1.一种应用于工件感应淬火中的淬火系统,其特征在于:包括滑动组件(1)、 淬火支架(2)、引流管(29)、接水箱(3)、感应线圈加热装置(4)、变压 器(5)、淬火液水箱(12)、冷却水水箱(13)和制冷工业空调(15),所述 滑动组件(1)滑动安装于淬火支架(2)上,滑动组件(1)上端安装工件(10), 所述感应线圈加热装置(4)与变压器(5)电连接,感应线圈加热装置(4)对 应滑动组件(1)上的工件(10)设置;感应线圈加热装置(4)上设有对应工 件(10)进行喷洒淬火液的淬火液喷淋铜管(11),所述引流管(29)位于接 水箱(3)中,引流管(29)上端进液口与淬火液喷淋铜管(11)对应设置,引 流管(29)下端出液口与接水箱(3)箱内连通,在接水箱(3)中设有潜水泵 (6),在变压器(5)的下方安装有与变压器(5)电连接的变压器控制柜;所 述冷却水水箱(13)安装于淬火液水箱(12)中,冷却水水箱(13)的箱内内 腔通过冷却水隔板(133)分隔成热水区腔体(131)和冷却区腔体(132),淬 火液水箱(12)通过两个淬火液隔板(18)分隔成淬火液热水腔(121)、淬火 液冷却工作腔和淬火液冷水腔(122),淬火液热水腔(121)底部与淬火液冷 却工作腔底部具有淬火液流动通道,淬火液冷却工作腔底部与淬火液冷水腔 (122)底部具有淬火液流动通道,淬火液冷却工作腔位于冷却水水箱(13)正 下方,淬火液水箱(12)箱壁上设有与淬火液热水腔(121)相连通的淬火液进 管(14),所述潜水泵(6)通过管道与淬火液进管(14)相连通,淬火液水箱 (12)箱壁上还设有与淬火液冷水腔(122)相连通的淬火液出管(21);所述 冷却水水箱(13)顶部箱壁上设有与热水区腔体(131)相连通的冷却水进管(16), 所述制冷工业空调(15)与热水区腔体(131)之间密闭连通有进水管(151), 制冷工业空调(15)与冷却区腔体(132)之间密闭连通有出水管(152),在 冷却水水箱(13)下方的淬火液冷却工作腔中安装有回流铜管(17),回流铜 管(17)的进水端与冷却区腔体(132)底部密闭连通,回流铜管(17)的出水 端与热水区腔体(131)底部密闭连通,回流铜管(17)中流动的低温冷却水用 于对淬火液冷却工作腔中的高温淬火液进行冷却降温,淬火液出管(21)上安 装有水泵A(22),淬火液出管(21)与所述淬火液喷淋铜管(11)通过管道密 闭连通;所述冷却水水箱(13)箱壁上设有与冷却区腔体(132)相连通的冷却 水出管(19),冷却水出管(19)上安装有水泵B(20),所述冷却水出管(19) 对应布置于变压器(5,23)或/和变压器控制柜(24)的发热部件周围,冷却 水出管(19)通过管道与冷却水进管(16)密闭连通。
2.按照权利要求1所述的应用于工件感应淬火中的淬火系统,其特征在于: 还包括气动压头机构(25)和定位块气缸(27),所述滑动组件(1)上对应工 件(10)设有V型支撑块(26),所述工件(10)配合放置于滑动组件(1)的 V型支撑块(26)上;所述气动压头机构(25)安装于滑动组件(1)上,气动 压头机构(25)用于紧密压住工件(10)以使得工件(10)固定于滑动组件(1) 上的V型支撑块(26)中;所述定位块气缸(27)对应滑动组件(1)设置,定 位块气缸(27)的伸缩杆上连接有用于定位工件(10)的定位块(28)。
3.按照权利要求1或2所述的应用于工件感应淬火中的淬火系统,其特征 在于:所述感应线圈加热装置(4)包括感应线圈(41),感应线圈(41)内部 具有中空结构,中空结构中设有冷却水管,该冷却水管的进水管口与冷却水出 管(19)相连通,冷却水管的出水管口与冷却水进管(16)相连通;在感应线 圈加热装置(4)上对应设有红外感应装置(30)。
4.按照权利要求1所述的应用于工件感应淬火中的淬火系统,其特征在于: 还包括过滤水箱(31),所述潜水泵(6)位于过滤水箱(31)中,过滤水箱(31) 与接水箱(3)相连通,所述滤水箱(31)位于接水箱(3)中或者位于接水箱 (3)底部。
5.按照权利要求1所述的应用于工件感应淬火中的淬火系统,其特征在于: 所述回流铜管(17)的进水端、出水端均分别设有水泵。
6.按照权利要求1或5所述的应用于工件感应淬火中的淬火系统,其特征 在于:所述回流铜管(17)在淬火液冷却工作腔中呈螺旋状布置。
7.按照权利要求1所述的应用于工件感应淬火中的淬火系统,其特征在于: 所述进水管(151)上设有水泵,所述出水管(152)上设有水泵,所述冷却水 进管(16)上设有水泵。
8.按照权利要求1所述的应用于工件感应淬火中的淬火系统,其特征在于: 还包括机床护罩(9)、电器、变压器前隔板(51)、变压器后隔板(52)、电 器安装板(7)和变压器控制柜支架(8),所述接水箱(3)、气动压头机构(25)、 定位块气缸(27)、引流管(29)、红外感应装置(30)、电器、感应线圈加 热装置(4)、变压器(5)、变压器前隔板(51)、变压器后隔板(52)、电 器安装板(7)和变压器控制柜支架(8)均安装位于机床护罩(9)内,变压器 (5)的前半部安装有变压器前隔板(51),变压器(5)的后半部安装有变压 器后隔板(52),所述变压器控制柜安装于变压器控制柜支架(8)上,所述电 器安装于电器安装板(7)上,电器分别与变压器(5)、变压器控制柜电连接。
9.一种应用于工件感应淬火中的淬火方法,其特征在于:其步骤如下: A、将工件(10)安装于滑动组件(1)的V型支撑块上,工件(10)的尾 槽卡进定位块(28)内,此时工件(10)处于轴向和周向定位状态; B、将工件(10)运送到感应线圈加热装置(4)附近并使得工件(10)与 感应线圈加热装置(4)保持电磁感应距离,感应线圈加热装置(4)在变压器 (5)的电力输送下通过感应线圈通电产生电磁感应磁场对工件(10)进行加热; 工件(10)加热完成后,通过滑动组件(1)将工件(10)滑动至淬火工位处, 并经过淬火液喷淋铜管(11)对工件(10)进行均匀喷洒淬火液,让工件(10) 淬火; 在步骤B中淬火液喷淋铜管(11)喷洒的淬火液对工件(10)淬火的热交 换形成高温淬火液,高温淬火液经过引流管(29)流到接水箱(3)中,经过过 滤水箱(31)过滤后通过潜水泵(6)抽到淬火液热水腔(121)中,高温淬火 液从淬火液热水腔(121)底部缓慢地流入到淬火液冷却工作腔中,经过淬火液 冷却工作腔中的回流铜管(17)冷却成低温淬火液,低温淬火液从淬火液冷却 工作腔底部缓慢流入到淬火液冷水腔(122)中,然后通过淬火液出管(21)输 送到淬火液喷淋铜管(11)中并为淬火液喷淋铜管(11)提供源源不断的低温、 冷却淬火液; 布置于变压器(5,23)或/和变压器控制柜(24)的发热部件周围的冷却 水出管(19)在对变压器(5,23)或/和变压器控制柜(24)的发热部件进行 冷却降温后,冷却水出管(19)中的冷却水就变成了高温冷却水,高温冷却水 通过冷却水进管(16)进入到热水区腔体(131)中,然后再经过进水管(15) 进入到制冷工业空调(15)中,高温冷却水在制冷工业空调(15)中进行冷却 降温后变成低温冷却水,低温冷却水通过出水管(152)输送到冷却区腔体(132) 中,然后通过冷却水出管(19)持续为变压器(5,23)或/和变压器控制柜(24) 的发热部件冷却降温;位于冷却区腔体(132)中低温冷却水还有一部分通过 回流铜管(17)回流到热水区腔体(131)中并与热水区腔体(131)中的高温 冷却水混合,低温冷却水在流入到回流铜管(17)后会对淬火液冷却工作腔中 的淬火液进行冷却降温处理。
翻译:技术领域
本发明涉及工件或零件淬火技术领域,尤其涉及一种应用于工件感应淬火 中的淬火系统及方法。
背景技术
感应加热是最常用的表面加热淬火方法,具有工艺简单、受热工件畸变小、 生产效率高、省能、环境污染少、工艺过程易于实现机械化和自动化等优点。 工件经表面加热淬火后得到表面硬化层,零件的心部仍可保持原来的显微组织 和性能,从而提高疲劳强度和耐磨性并保持心部韧性的优良综合性能。
键槽的作用是链接孔类零件和轴类零件,使两者之间能够传递扭矩,因此 对键槽两侧要求有较高的硬度,以提高疲劳强度。汽车发动机用凸轮轴利用尾 槽作为驱动端,槽内两侧需经过热处理,增强其机械性能,提高可靠性,满足 长期负载的使用要求。
目前,对凸轮轴尾槽的机床主要有卧式和立式两种。感应淬火包括加热主 机和水循环两部分,传统的立式淬火机床功率大,适用性强,利用线圈的内感 对产品进行感应加热,可以对各种形状、各种大小的产品进行感应加热,适合 对长轴类等零件尺寸较大的产品进行加工。但是,该类机床主机部分和水循环 系统占地面积大,不利于在现场安装。同时对键槽等需要外感加热的产品加热 效果不好,需要制作专用工装进行定位,操作负责,能耗大,产品的淬硬层硬 度和深度不均匀等缺点。
发明内容
针对现有技术存在的不足之处,本发明的目的在于提供一种应用于工件感 应淬火中的淬火系统及方法,设备紧凑,占地面积小,利于在机加工车间进行 安装调试,实现产品的半自动化流水线生产;通过定位机构实现自动定位,通 过电器控制实现可视化和自动化操作,操作简单,产品性能稳定。
本发明的目的通过下述技术方案实现:
一种应用于工件感应淬火中的淬火系统及方法,包括滑动组件、淬火支架、 引流管、接水箱、感应线圈加热装置、变压器、淬火液水箱、冷却水水箱和制 冷工业空调,所述滑动组件滑动安装于淬火支架上,滑动组件上端安装工件, 所述感应线圈加热装置与变压器电连接,感应线圈加热装置对应滑动组件上的 工件设置;感应线圈加热装置上设有对应工件进行喷洒淬火液的淬火液喷淋铜 管,所述引流管位于接水箱中,引流管上端进液口与淬火液喷淋铜管对应设置, 引流管下端出液口与接水箱箱内连通,在接水箱中设有潜水泵,在变压器的下 方安装有与变压器电连接的变压器控制柜;所述冷却水水箱安装于淬火液水箱 中,冷却水水箱的箱内内腔通过冷却水隔板分隔成热水区腔体和冷却区腔体, 淬火液水箱通过两个淬火液隔板分隔成淬火液热水腔、淬火液冷却工作腔和淬 火液冷水腔,淬火液热水腔底部与淬火液冷却工作腔底部具有淬火液流动通道, 淬火液冷却工作腔底部与淬火液冷水腔底部具有淬火液流动通道,淬火液冷却 工作腔位于冷却水水箱正下方,淬火液水箱箱壁上设有与淬火液热水腔相连通 的淬火液进管,所述潜水泵通过管道与淬火液进管相连通,淬火液水箱箱壁上 还设有与淬火液冷水腔相连通的淬火液出管;所述冷却水水箱顶部箱壁上设有 与热水区腔体相连通的冷却水进管,所述制冷工业空调与热水区腔体之间密闭 连通有进水管,制冷工业空调与冷却区腔体之间密闭连通有出水管,在冷却水 水箱下方的淬火液冷却工作腔中安装有回流铜管,回流铜管的进水端与冷却区 腔体底部密闭连通,回流铜管的出水端与热水区腔体底部密闭连通,回流铜管 中流动的低温冷却水用于对淬火液冷却工作腔中的高温淬火液进行冷却降温, 淬火液出管上安装有水泵A,淬火液出管与所述淬火液喷淋铜管通过管道密闭连 通;所述冷却水水箱箱壁上设有与冷却区腔体相连通的冷却水出管,冷却水出 管上安装有水泵B,所述冷却水出管对应布置于变压器或/和变压器控制柜的发 热部件周围,冷却水出管通过管道与冷却水进管密闭连通。
为了更好地实现本发明,本淬火系统还包括气动压头机构和定位块气缸, 所述滑动组件上对应工件设有V型支撑块,所述工件配合放置于滑动组件的V 型支撑块上;所述气动压头机构安装于滑动组件上,气动压头机构用于紧密压 住工件以使得工件固定于滑动组件上的V型支撑块中;所述定位块气缸对应滑 动组件设置,定位块气缸的伸缩杆上连接有用于定位工件的定位块。
进一步的技术方案是:所述感应线圈加热装置包括感应线圈,感应线圈内 部具有中空结构,中空结构中设有冷却水管,该冷却水管的进水管口与冷却水 出管相连通,冷却水管的出水管口与冷却水进管相连通;在感应线圈加热装置 上对应设有红外感应装置。
为了保证进入淬火液水箱的淬火液纯净、干净,本淬火系统还包括过滤水 箱,所述潜水泵位于过滤水箱中,过滤水箱与接水箱相连通,所述滤水箱位于 接水箱中或者位于接水箱底部。
为了使得回流铜管的冷却水能够顺利有序地从进水端流向出水端,所述回 流铜管的进水端、出水端均分别设有水泵。
为了使得回流铜管的冷却水对淬火液冷却工作腔中的淬火液换热效率更 高,所述回流铜管在淬火液冷却工作腔中呈螺旋状布置。
作为优选,所述进水管上设有水泵,所述出水管上设有水泵,所述冷却水 进管上设有水泵。
本淬火系统还包括机床护罩、电器、变压器前隔板、变压器后隔板、电器 安装板和变压器控制柜支架,所述接水箱、气动压头机构、定位块气缸、引流 管、红外感应装置、电器、感应线圈加热装置、变压器、变压器前隔板、变压 器后隔板、电器安装板和变压器控制柜支架均安装位于机床护罩内,变压器的 前半部安装有变压器前隔板,变压器的后半部安装有变压器后隔板,所述变压 器控制柜安装于变压器控制柜支架上,所述电器安装于电器安装板上,电器分 别与变压器、变压器控制柜电连接。
一种应用于工件感应淬火中的淬火方法,其步骤如下:
A、将工件安装于滑动组件的V型支撑块上,工件的尾槽卡进定位块内,此 时工件处于轴向和周向定位状态;具体如下:将工件安装于滑动组件的V型支 撑块上,工件的尾槽卡进定位块内,气动压头机构紧密压住工件以使得工件固 定于滑动组件上的V型支撑块中,这样使得工件处于轴向和周向定位状态。
B、定位块气缸驱动定位块下降运动,使得工件的尾槽脱离定位块,定位块 不再对工件的尾槽进行定位;将工件运送到感应线圈加热装置附近并使得工件 与感应线圈加热装置保持电磁感应距离,此时工件的尾槽正好位于感应线圈加 热头部两侧,感应线圈加热装置在变压器的电力输送下通过感应线圈通电产生 电磁感应磁场对工件进行加热;工件加热完成后,通过滑动组件将工件滑动至 淬火工位处,并经过淬火液喷淋铜管对工件进行均匀喷洒淬火液,让工件淬火。
在步骤B中淬火液喷淋铜管喷洒的淬火液对工件淬火的热交换形成高温淬 火液,高温淬火液经过引流管流到接水箱中,经过过滤水箱过滤后通过潜水泵 抽到淬火液热水腔中,高温淬火液从淬火液热水腔底部缓慢地流入到淬火液冷 却工作腔中,经过淬火液冷却工作腔中的回流铜管冷却成低温淬火液,低温淬 火液从淬火液冷却工作腔底部缓慢流入到淬火液冷水腔中,然后通过淬火液出 管输送到淬火液喷淋铜管中并为淬火液喷淋铜管提供源源不断的低温、冷却淬 火液。
布置于变压器或/和变压器控制柜的发热部件周围的冷却水出管在对变压 器或/和变压器控制柜的发热部件进行冷却降温后,冷却水出管中的冷却水就变 成了高温冷却水,高温冷却水通过冷却水进管进入到热水区腔体中,然后再经 过进水管进入到制冷工业空调中,高温冷却水在制冷工业空调中进行冷却降温 后变成低温冷却水,低温冷却水通过出水管输送到冷却区腔体中,然后通过冷 却水出管持续为变压器或/和变压器控制柜的发热部件冷却降温;位于冷却区腔 体中低温冷却水还有一部分通过回流铜管回流到热水区腔体中并与热水区腔体 中的高温冷却水混合,低温冷却水在流入到回流铜管后会对淬火液冷却工作腔 中的淬火液进行冷却降温处理。
本发明较现有技术相比,具有以下优点及有益效果:
(1)本发明通过感应线圈加热装置对工件实现感应淬火加热,滑动组件可 以使得工件在感应加热和淬火冷却两个步骤位上进行滑动切换,使得操作更为 便捷;淬火液喷淋铜管对工件淬火冷却所喷洒的低温淬火液在经过与工件换热 后变成高温淬火液,同时变压器或/和变压器控制柜的发热部件周围布置的冷却 水出管中流通的冷却水在经过发热部件换热后变成高温冷却水,本发明能够同 时对高温淬火液和高温冷却水进行冷却换热处理,共同一个制冷工业空调和一 套冷却系统,并且由于冷却水水箱直接放置于淬火液水箱中,所以设备结构紧 凑,便于在生产线上安装。
(2)本发明的冷却水再经过制冷工业空调冷却后进入到冷却区腔体中,一 部分冷却水排放到冷却水出管中供应为变压器和变压器控制柜的发热部件冷却 降温,然后冷却降温后所变成高温淬火液又回到冷却水水箱中再次经过制冷工 业空调进行冷却,这样冷却水就形成了一套循环利用系统。同时,冷却区腔体 中的另一部分冷却水排放到回流铜管,回流铜管呈螺旋状布置并对流入到淬火 液冷却工作腔中的高温淬火液进行冷却降温,然后回流铜管再经过与高温淬火 液换热后的冷却水流入到淬火液热水腔中。淬火液喷淋铜管对工件淬火冷却所 喷洒的低温淬火液在经过与工件换热后变成高温淬火液,高温淬火液先流入到 淬火液热水腔中,然后流入到淬火液冷却工作腔,经过淬火液冷却工作腔的换 热冷却后再流入到淬火液冷水腔中,最后经过淬火液出管循环输送到淬火液喷 淋铜管中。
(3)本发明简化了冷却水处理系统,采用一套冷却系统对设备冷却后的冷 却水和工件淬火后的淬火液同时进行冷却,设备结构紧凑,便于在生产线上安 装;本发明感应线圈加热装置的感应线圈通过外感对工件进行感应加热,不需 要增加导磁体,即可达到良好的加热效果,避免了导磁体的消耗,降低了成本; 本发明适用各种尾槽的感应加热热处理,只需要根据槽型的大小和结构设计专 用的感应淬火线圈和定位块,在尾槽经感应加热热处理后,产品性能满足要求, 性能均匀,稳定;本发明还可以对球墨铸铁、碳钢、合金钢等多种材料的尾槽 进行加工,适用性广。
附图说明
图1为本发明工件淬火主要部件的结构示意图;
图2为图1的侧面结构示意图;
图3为感应线圈加热装置的结构示意图;
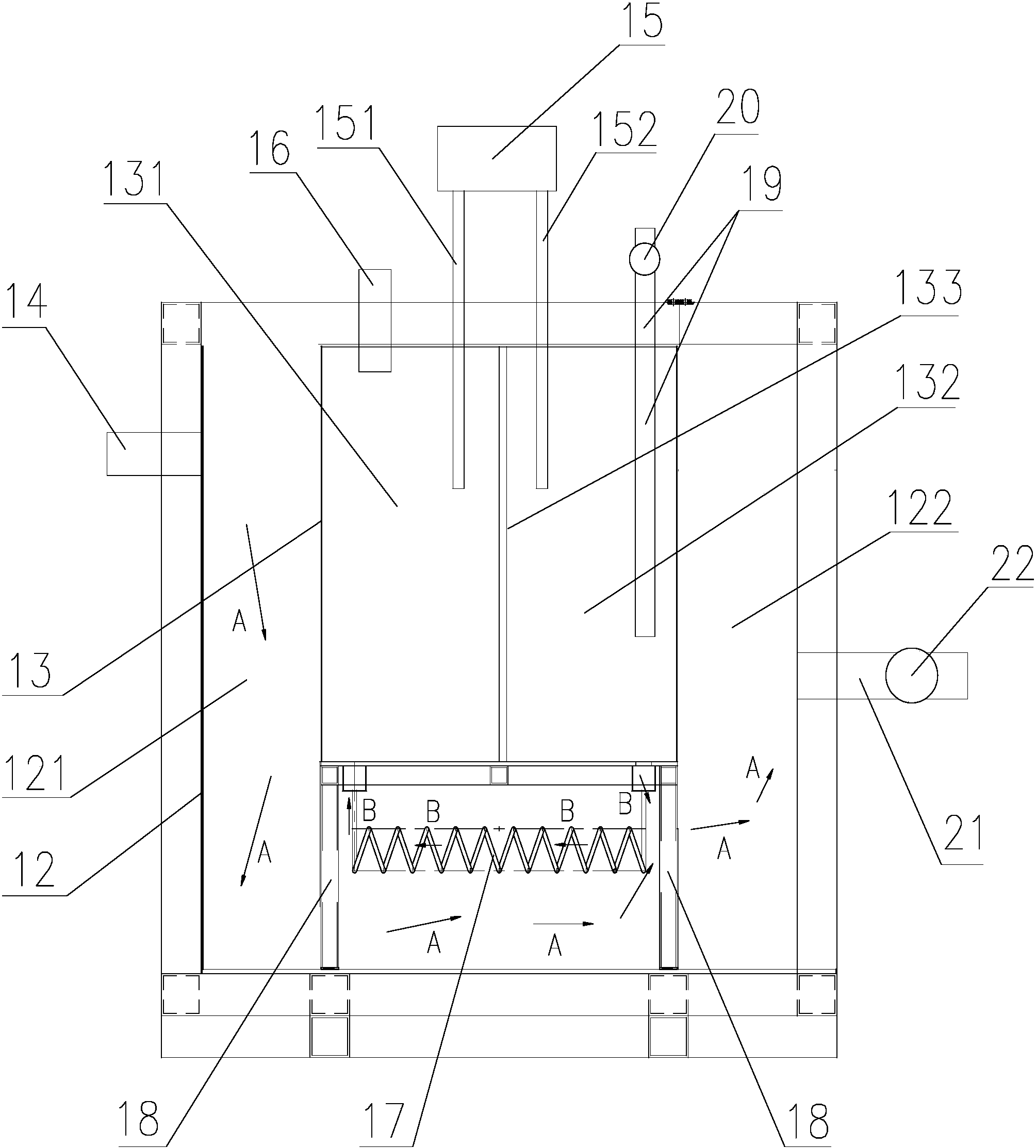
图4为本发明淬火液、冷却水两者高效换热降温工作原理示意图;
图5为本发明淬火液循环利用的工作原理图;
图6为本发明冷却水循环利用的工作原理图;
图7为图4的工作原理简图。
其中,附图中的附图标记所对应的名称为:
1-滑动组件,2-淬火支架,3-接水箱,31-过滤水箱,4-感应线圈加热装 置,41-感应线圈,5-变压器,51-变压器前隔板,52-变压器后隔板,6-潜水 泵,7-电器安装板,8-变压器控制柜支架,9-机床护罩,10-工件,11-淬火液 喷淋铜管,12-淬火液水箱,121-淬火液热水腔,122-淬火液冷水腔,13-冷却 水水箱,131-热水区腔体,132-冷却区腔体,133-冷却水隔板,14-淬火液 进管,15-制冷工业空调,151-进水管,152-出水管,16-冷却水进管,17-回 流铜管,18-淬火液隔板,19-冷却水出管,20-水泵B,21-淬火液出管,22-水 泵A,23-变压器,24-变压器控制柜,25-气动压头机构,26-V型支撑块,27- 定位块气缸,28-定位块,29-引流管,30-红外感应装置。
具体实施方式
下面结合实施例对本发明作进一步地详细说明:
实施例
如图1~图7所示,一种应用于工件感应淬火中的淬火系统,包括滑动组件 1、淬火支架2、引流管29、接水箱3、感应线圈加热装置4、变压器5、淬火液 水箱12、冷却水水箱13和制冷工业空调15,滑动组件1滑动安装于淬火支架2 上,滑动组件1上端安装有工件10,本实施例的工件10为凸轮轴或者凸轮轴尾 槽。感应线圈加热装置4与变压器5电连接,变压器5为感应线圈加热装置4 提供电能,感应线圈加热装置4的感应线圈可以对工件10进行感应加热。感应 线圈加热装置4对应滑动组件1上的工件10设置;当工件10通过滑动组件1 滑动到感应线圈加热装置4附近,使得感应线圈加热装置4与工件10保持在电 磁感应距离范围内,然后感应线圈加热装置4在变压器5电能作用下对工件10 进行感应加热。在滑感应线圈加热装置4上设有对应工件10进行喷洒淬火液的 淬火液喷淋铜管11,当工件10通过滑动组件1滑动到感应线圈加热装置4附近 时,感应线圈加热装置4对工件10进行感应加热,加热完毕后,工件10通过 滑动组件1退回一定距离,即退回到淬火工位上,然后滑感应线圈加热装置4 上的淬火液喷淋铜管11的喷嘴正好对应工件10,然后通过淬火液喷淋铜管11 对工件10进行均匀喷洒淬火液以便工件10的淬火冷却处理。淬火液喷淋铜管 11喷洒的低温淬火液与工件10进行热交换后变成高温淬火液经过引流管29掉 落到接水箱3中,引流管29下方设有对应引流管29出液管口的接水箱3,接水 箱3用于接住对工件10进行淬火冷却的高温淬火液,在变压器5的下方安装有 与变压器5电连接的变压器控制柜,变压器控制柜为控制变压器5的电气柜。
如图1所示,本淬火系统还包括气动压头机构25和定位块气缸27,滑动组 件1上对应工件10设有V型支撑块26,工件10配合放置于滑动组件1的V型 支撑块26上;气动压头机构25安装于滑动组件1上,气动压头机构25用于紧 密压住工件10以使得工件10固定于滑动组件1上的V型支撑块26中;定位块 气缸27对应滑动组件1设置,定位块气缸27的伸缩杆上连接有用于定位工件 10的定位块28。本淬火系统的装夹位置如下:滑动组件1在淬火支架2上,定 位块28在定位块气缸27的伸缩杆驱动下升起;工件10放入滑动组件的V型支 撑块26上,通过定位块26对工件10实现轴向和周向定位;同时,滑动组件1 上安装的气动压头机构25压紧工件,使得工件10保持固定不动,定位块26落 下.
感应线圈加热装置4包括感应线圈41,感应线圈41内部具有中空结构,中 空结构中设有冷却水管,该冷却水管的进水管口与冷却水出管19相连通,冷却 水管的出水管口与冷却水进管16相连通。滑动组件1移动至感应线圈加热装置 4的感应线圈41附近,工件10与感应线圈41保持一定的间隙(工件10不能与 感应线圈41接触,接触了会形成火花,造成短路,损坏感应线圈41,工件10 一旦与感应线圈41接触,设备报警,程序停止运行)。感应线圈加热装置4的 感应线圈41通电,通过电磁感应原理对工件10实现局部感应加热,工件10感 应加热结束后,滑动组件1带着工件10退到喷水位置,淬火液喷淋铜管11和 感应线圈41的出水管口同时通水,对工件10进行淬火,并对感应线圈41进行 冷却降温;喷水结束后,淬火液喷淋铜管11和感应线圈内停止通水,滑动组件 1复位(回到起始装夹位置),定位块28升起,整个过程完成。如图3所示, 感应线圈加热装置4的感应线圈41通交变电流后,在感应线圈41周围形成交 变磁场,工件10切割磁感应线,工件10表面产生感应电流,工件10在感应电 流的作用下产生热量,实现加热。感应线圈41内部中空,在加热过程中感应线 圈41内部无水,加热结束开始淬火时,感应线圈41内通水,对感应线圈41进 行冷却。如图3所示,感应线圈加热装置4两侧的淬火液喷淋铜管11,在加热 过程中淬火液喷淋铜管11内无水,加热结束,滑动组件1退回喷水位置,淬火 液喷淋铜管11内通水,对工件10的被感应加热部位进行淬火处理。
在感应线圈加热装置4上对应设有红外感应装置30,如图1所示,感应线 圈加热装置4的感应线圈41两侧设有红外感应装置4,当工件10未进入预设位 置时,设备发出警报,程序停止,以保证工件10加热效果。
在接水箱3中设有潜水泵6,本淬火系统优选还包括过滤水箱31,潜水泵6 位于过滤水箱31中,过滤水箱31与接水箱3相连通,滤水箱31位于接水箱3 中或者位于接水箱3底部。冷却水水箱13安装于淬火液水箱12中,冷却水水 箱13的箱内内腔通过冷却水隔板133分隔成热水区腔体131和冷却区腔体132, 淬火液水箱12通过两个淬火液隔板18分隔成淬火液热水腔121、淬火液冷却工 作腔和淬火液冷水腔122,淬火液热水腔121底部与淬火液冷却工作腔底部具有 淬火液流动通道,淬火液冷却工作腔底部与淬火液冷水腔122底部具有淬火液 流动通道,淬火液冷却工作腔位于冷却水水箱13正下方,淬火液水箱12箱壁 上设有与淬火液热水腔121相连通的淬火液进管14,潜水泵6通过管道与淬火 液进管14相连通,淬火液水箱12箱壁上还设有与淬火液冷水腔122相连通的 淬火液出管21。
冷却水水箱13顶部箱壁上设有与热水区腔体131相连通的冷却水进管16, 制冷工业空调15与热水区腔体131之间密闭连通有进水管151,制冷工业空调 15与冷却区腔体132之间密闭连通有出水管152,在冷却水水箱13下方的淬火 液冷却工作腔中安装有回流铜管17,回流铜管17的进水端与冷却区腔体132底 部密闭连通,回流铜管17的出水端与热水区腔体131底部密闭连通,本实施例 优选回流铜管17的进水端、出水端均分别设有水泵。回流铜管17中流动的低 温冷却水用于对淬火液冷却工作腔中的高温淬火液进行冷却降温,本发明优选 的回流铜管17在淬火液冷却工作腔中呈螺旋状布置。淬火液出管21上安装有 水泵A22,淬火液出管21与淬火液喷淋铜管11通过管道密闭连通;冷却水水箱 13箱壁上设有与冷却区腔体132相连通的冷却水出管19,冷却水出管19上安 装有水泵B20,冷却水出管19对应布置于变压器5,23或/和变压器控制柜24 的发热部件周围,冷却水出管19通过管道与冷却水进管16密闭连通。
本发明优选的进水管151上设有水泵,出水管152上设有水泵,冷却水进 管16上设有水泵。
本淬火系统还包括机床护罩9、电器、变压器前隔板51、变压器后隔板52、 电器安装板7和变压器控制柜支架8,接水箱3、气动压头机构25、定位块气缸 27、引流管29、红外感应装置3、电器、感应线圈加热装置4、变压器5、变压 器前隔板51、变压器后隔板52、电器安装板7和变压器控制柜支架8均安装位 于机床护罩9内,变压器5的前半部安装有变压器前隔板51,变压器5的后半 部安装有变压器后隔板52,变压器控制柜安装于变压器控制柜支架8上,电器 安装于电器安装板7上,电器分别与变压器5、变压器控制柜电连接。
一种应用于工件感应淬火中的淬火方法,其步骤如下:
A、将工件10安装于滑动组件1的V型支撑块上,工件10的尾槽卡进定位 块28内,此时工件10处于轴向和周向定位状态;具体如下:将工件10安装于 滑动组件1的V型支撑块上,气动压头机构25紧密压住工件10以使得工件10 固定于滑动组件1上的V型支撑块中,定位块气缸27的伸缩杆将定位块28升 起,工件10的尾槽正好卡进定位块28中并使工件10处于轴向和周向定位状态。
B、将工件10运送到感应线圈加热装置4附近并使得工件10与感应线圈加 热装置4保持电磁感应距离,此时工件10的尾槽正好位于感应线圈加热头部两 侧,感应线圈加热装置4在变压器5的电力输送下通过感应线圈通电产生电磁 感应磁场对工件10进行加热;工件(10)加热完成后,通过滑动组件1将工件 10滑动至淬火工位处,并经过淬火液喷淋铜管11对工件10进行均匀喷洒淬火 液,让工件10淬火;
如图4~图7所示,在步骤B中淬火液喷淋铜管11喷洒的淬火液对工件10 淬火的热交换形成高温淬火液,高温淬火液经过引流管29流到接水箱3中,经 过过滤水箱31过滤后通过潜水泵6抽到淬火液热水腔121中,高温淬火液从淬 火液热水腔121底部缓慢地流入到淬火液冷却工作腔中,经过淬火液冷却工作 腔中的回流铜管17冷却成低温淬火液,低温淬火液从淬火液冷却工作腔底部缓 慢流入到淬火液冷水腔122中,然后通过淬火液出管21输送到淬火液喷淋铜管 11中并为淬火液喷淋铜管11提供源源不断的低温、冷却淬火液;
布置于变压器5、23或/和变压器控制柜24的发热部件周围的冷却水出管 19在对变压器5,23或/和变压器控制柜24的发热部件进行冷却降温后,冷却 水出管19中的冷却水就变成了高温冷却水,高温冷却水通过冷却水进管16进 入到热水区腔体131中,然后再经过进水管15进入到制冷工业空调15中,高 温冷却水在制冷工业空调15中进行冷却降温后变成低温冷却水,低温冷却水通 过出水管152输送到冷却区腔体132中,然后通过冷却水出管19持续为变压器 5,23或/和变压器控制柜24的发热部件冷却降温;位于冷却区腔体132中低温 冷却水还有一部分通过回流铜管17回流到热水区腔体131中并与热水区腔体 131中的高温冷却水混合,低温冷却水在流入到回流铜管17后会对淬火液冷却 工作腔中的淬火液进行冷却降温处理。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发 明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明 的保护范围之内。

